
86 17344894490
service@chalcoaluminum.com
- Алюминиевые ковки для железнодорожных транспортных средств
- Лист алюминиевой пластины для железнодорожных железнодорожных транспортных средств
- Алюминиевый профиль для железнодорожных транспортных средств
Алюминиевая рама панели солнечных батарей
С 1970-х годов технология солнечной энергии продвигается учеными и инженерами во всем мире. Использование солнечной энергии меняется с каждым днем. В настоящее время, со все более развитыми технологиями, солнечная энергия
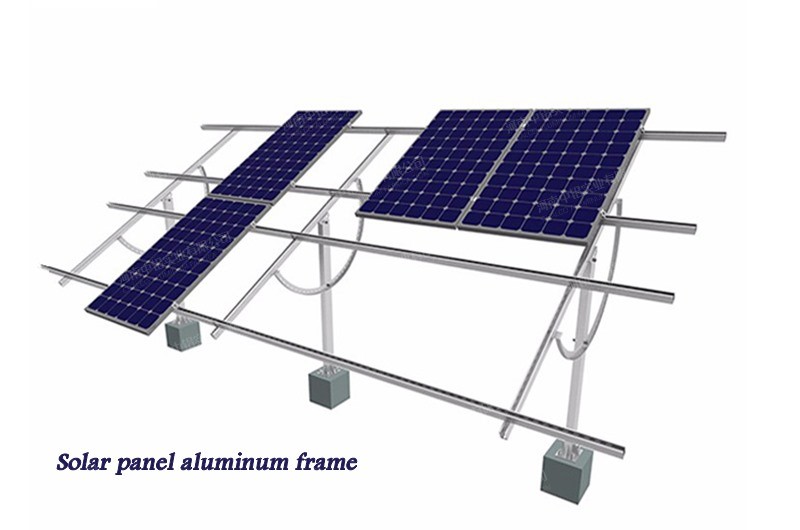
Алюминиевая рама панели солнечных батарей
Фотоэлектрические панели все шире используются. В пропаганде охраны окружающей среды и построении зеленого экологического общества
В 21-м веке солнечная энергия, как чистая новая энергия, стала одним из семи новых источников энергии, на которых Китай решил сосредоточиться.
Одна из самых популярных отраслей. Алюминиевая рама панели солнечных батарей является предпочтительной из-за следующих преимуществ:
- (1) Вес относительно легкий, но прочность высокая;
- 2) Превосходные антикоррозионные характеристики и длительный срок службы;
- 3) Простая установка и хорошая гибкость;
- 4) В помещениях с большой разницей температур алюминиевые профили менее подвержены воздействию, чем стальные, а низкая температура не вредна
- Хрупкое растрескивание.
В целях повышения эффективности производства алюминиевой рамы солнечной панели,изменения могут быть внесены в следующих аспектах:
(1) Правильно отрегулируйте состав сплава, соответствующим образом увеличьте содержание Si в диапазоне и улучшите экструзию. А алюминиевый стержень для производства солнечной алюминиевой рамы должен быть гомогенизирован;
2) При проектировании матрицы B обращен к нижней выемке и разряжает материал вверх, который укорачивается в соответствующем диапазоне
Для рабочего ремня матрицы верхняя матрица должна быть соответствующим образом истончена, положение моста должно быть изменено на положение моста сброса воды, которое подходит для снятия фаски на входе подачи.
При повышении давления снижается давление подачи, что способствует улучшению скорости экструзии продукта;
3) Во время обслуживания пресс-формы обслуживание осуществляется в соответствии с шаблоном, в основном различными руками
Отрегулируйте расход металла в экструзионной секции и проведите стержневое ограничение производства в соответствии с условиями азотирования матрицы;
4) Во время экструзионного производства должны быть приняты меры по сушке стержня для контроля температуры алюминиевого стержня на уровне 430-450 °C,
Обеспечивается повышение температуры пространства для увеличения скорости экструзии, а скорость разгрузки увеличивается с исходных 16м/мин до текущих 21м/мин.

Бесплатное предложение продуктов, добро пожаловать на консультацию в любое время, мы дадим первый ответ. Наша электронная почта: